Olive Oil Mill Wastewater Treatment via Advanced Oxidation: A Electro Oxidation Wastewater Treatment Case Study
About Olive Oil & Annual Consumpetion
Olive oil, the foundation of the healthy Mediterranean diet, has gained immense popularity. Its global consumption volume reached just under 3.2 million metric tons in 2021/22 but is projected to decrease to about 2.9 million metric tons in 2022/23.
Oliver Oil Production Wastewater & Impacts
Olive oil production processes generate significant amounts of wastewater, ranging from 0.5 to 1.68 m3 per ton, containing considerable semisolid or slurry wastes.
The characteristics of olive oil mill wastewater (OMW) are influenced by factors such as the composition of vegetation water, olive oil extraction process, and storage time. Moreover, the presence of phenolic compounds contributes to the effluent’s toxicity. However, with proper treatment, OMW can yield valuable nutrients for plants. Therefore, pre-treatment steps are essential to enhance the efficiency of subsequent treatment processes economically.
Anodic Oxidation Treatment of Olive Oil Wastewater
One promising approach in treating olive oil mill wastewater is the use of a anodic oxidation process with some pre-treatment process. This innovative process exhibits rapid degradation of pollutants, achieving over 90% reduction in just 30 minutes. Interestingly, there is no need to add extra chemical but Na2So4 and NaCl which serve as sources of dissolved ions to increase the current flow through the solution. Another crucial factor is the concentration of H2O2, which doesn’t influence the total nitrogen content removal rate. However, the removal efficiency decreases with longer reaction times, as more N2 is fixed with abundant CO2. Nevertheless, the conversion rates of TOC have consistently surpassed 90%, and they slightly increase with higher H2O2 concentrations.
Anodic oxidation oxidation, as a type of electrochemical oxidation process, combined with coagulation/flocculation pre-treatment, has been shown to achieve impressive results. It achieved 90% removal of total suspended solids (TSS). Furthermore, after coagulation, anodic oxidation removed up to 94% of chemical oxygen demand (COD). It accelerates H2O2 consumption by generating ·OH radicals, resulting in increasing efficiency at higher H2O2 concentrations. The effluents treated with solar anodic oxidation showed lower toxicity levels and improved nutrient uptake by plants. This eco-friendly technology efficiently utilizes sunshine, making it economically viable for plant-based applications. Additionally, this technology outperforms similar processes without solar photocatalysis, where the COD removal efficiency decreased to 75%. However, after 60 days of biological treatment, the efficiency increased to 95% due to improved biodegradability. It was observed that monitoring the concentration of COD is critical for optimizing efficiency and cost, especially when scaling up to industrial applications.
The anodic oxidation process, when followed by ozonation, has undergone optimization for efficiency and cost. An optimal reaction time of 90 minutes was identified based on removal efficiency and ozone cost. However, subsequent biological treatment processes are necessary to meet regulatory guidelines for COD and color.
Anodic oxidation has proven to be a promising pre- or post-treatment step for olive oil mill wastewater. The efficient dielectric heating principle of MW irradiation activates persulfate, breaking down phenolic compounds responsible for the dark brown color. MW treatment efficiently removes total organic carbon (TOC), reduces operating costs, and reduces color. PH significantly influences the color reduction process.
In recent years, a combination of anodic oxidation processes with pre-treatment technologies has shown improved degradation of nutrient-rich and colorful OMW compared to previous comprehensive literature reviews. Extensive investigations into factors like reactant and catalyst dosage, pH, and reaction time have been conducted in Fenton processes. Further research should focus on analyzing different combinations of conventional pre-treatment methods and Fenton processes. Moreover, scaling up studies and comprehensive cost evaluations are crucial for realizing the full potential of these treatment technologies.
Customer from the province of Seville, Spain invited Boromond engineering team to have a treatability testing toward olive oil mill wastewater, mainly originated from olive washing and olive oil processing, as well as production site within the factory.
Check the data we collected before and post electro oxidation process toward the samples of olive oil mill wastewater:
Parameters Influent (Initial) Effluent (Post-EO Treatment) Removal Efficiency (%)
COD 7060 mg/L 300 95.7 ± 0.53%
TOC 918 mg/L 33 96.3%
BOD₅ 685 mg/L Not Tested Therefore Collected
pH 5.98 3
Other paramters recorded include:
Nitrogen content removed 62.5–75.5%,
total phenolic compounds = 93.6 ± 2.5%,
total carbon = 94.0 ± 1.2% total organic carbon = 96.3 ± 0.6% turbidity = 92.5 ± 1.9%.
T = 20°C catalyst = 3 g/L reaction time 5–30 min
agitation rate = 600 rpm
Check the process design and flow chart for olive oil mill wastewater treatment using bdd electrode based electro oxidation technology below:
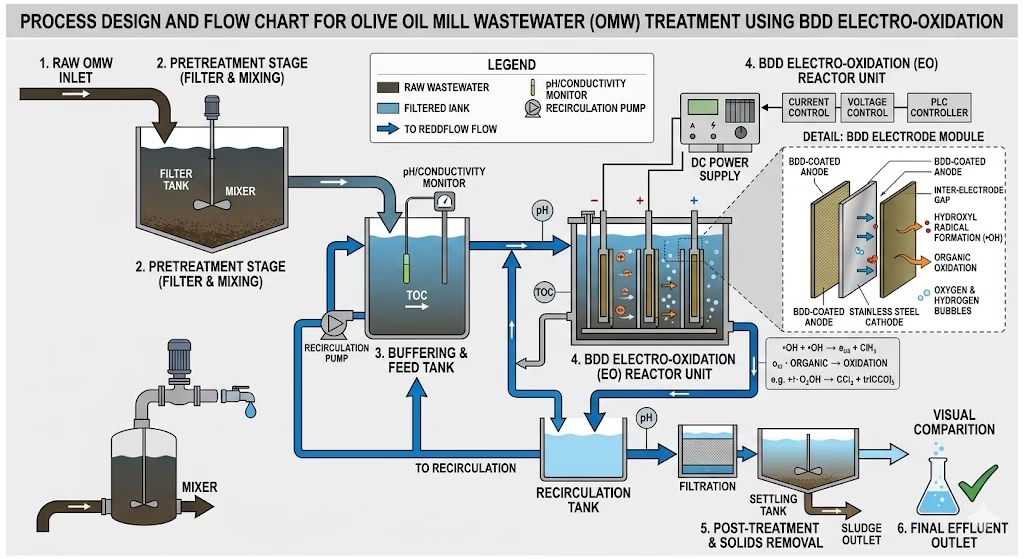
As anode of the anodic/electro oxidation wastewater treatment system, BDD electrode has proven advantageous in degrading organic pollutants in olive oil mill effluent efficiently. It demonstrates excellent performance in various treatment processes, offering several key advantages as Boromond team summarized below:
9 Advantages of BDD Electrode In Olive Oil Mill Wastewater
Fast Degradation: Premium quality BDD electrode plate exhibits a remarkable ability to rapidly degrade pollutants, achieving a reduction rate of over 90% in just 30 minutes.
Versatile Wavelength Range: Unlike some other treatment methods, the BDD electrode’s efficiency is not influenced by the wavelength of UV light used.
Effective Removal of Nitrogen Content: The BDD electrode efficiently removes nitrogen content, and the removal rate is primarily dependent on the reaction time rather than the concentration of H2O2.
Enhanced Photocatalysis: When combined with solar photo-Fenton oxidation pre-treatment, the BDD electrode contributes to the removal of up to 94% of chemical oxygen demand (COD) and 90% of total suspended solids (TSS).
Sustainable and Cost-Effective: The BDD electrode can take advantage of solar energy, making it an energy-efficient and economically viable technology for wastewater treatment.
Compatibility with Various Catalysts: The BDD electrode can be combined with different types of catalysts, such as ZnO and TiO2, providing a versatile approach to remove pollutants like phenol and color from the wastewater.
Potential for Scale-Up: The BDD electrode has shown promise in scale-up experiments, making it a viable candidate for industrial applications.
Environmentally Friendly: The use of BDD electrodes, combined with other pre-treatment technologies, leads to the production of effluents containing fewer toxic substances and promoting higher nutrient uptake by plants.
High Degradation Efficiency: Compared to conventional pre-treatment methods, when the BDD electrode is employed in combination with Fenton processes, it results in increased degradation of organic matter and color.
Overall, the boron-doped diamond electrode stands out as a highly efficient and environmentally friendly option for the treatment of organic pollutants in olive oil mill wastewater. It offers rapid degradation, cost-effectiveness, and compatibility with various pre-treatment processes, making it a promising technology for improving the efficiency of wastewater treatment in the olive oil industry. Further research and development efforts should focus on exploring different combinations of pre-treatment methods and optimizing the scale-up process to fully exploit the potential advantages of the BDD electrode.
About The Authors
Boromond is a leading player of the electro oxidation wastewater treatment processes (also called anodic oxidation) niche, with over 20 years of experiences with catalyst electrode materials, design and development of electrochemical reactor, modular electro oxidation wastewater treatment equipment, decentralized electro oxidation system, up to electro oxidation wastewater treatment plant, Boromond is a leading provider of electro oxidation wastewater treatment solution as well as service, that is to remove refractory organic pollutants, and treat industrial effluent to meet environmental regulations, handling high strength complex waste streams.
This content is drafted by Janeczka Kowalski, veteran in industrial wastewater treatment, designer of electro oxidation wastewater treament products,e,g, Boromond trial modules, electro oxidaiton electrolyzer/reactors, and electro oxidation wastewater treatment system such as MC088, MC175, up to containerized electrochemical oxidation wastewater treatment plant MC700, Janeczka is the lead technical consultant & senior electrochemical engineer with Boromond, she visited the customer’s office and conducted the laboratory experiment.