Combining Electrocoagulation and Electrochemical Oxidation for Industrial Wastewater Treatment
Industrial wastewater rarely fails because of one pollutant. It fails because several pollutant groups are present at the same time: suspended solids, emulsified oils, heavy metals, color bodies, surfactants, refractory COD, ammonia, phenols, dyes, solvents, pathogens, and sometimes high chloride or sulfate. A single treatment step often removes one fraction well and leaves another fraction behind.
This is where the combined use of electrocoagulation (EC) and electrochemical oxidation (EO) becomes valuable. EC is strong at destabilizing colloids, removing metals, breaking emulsions, reducing turbidity, and capturing a portion of organic load in settleable or floatable flocs. EO is stronger as a polishing or destruction step, especially for dissolved, persistent, and poorly biodegradable organics that remain after physical separation. Reviews of EC identify pH, current density, conductivity, electrode material, and mixing as key operating variables, while recent hybrid-process studies show growing interest in combining EC with oxidation processes for industrial wastewater applications. (ScienceDirect)
Why Combine EC and EO?
Electrocoagulation and electrochemical oxidation work through different mechanisms.
In EC, sacrificial iron or aluminum electrodes dissolve under applied current. The dissolved metal ions form hydroxide species that neutralize charges, destabilize colloids, adsorb contaminants, and create flocs. Gas bubbles generated at the electrodes can also lift light flocs, oils, and suspended matter to the surface.
In EO, pollutants are oxidized directly at the anode surface or indirectly through oxidants generated in the water, such as hydroxyl radicals, active chlorine species, persulfate, or other reactive oxygen species depending on the water chemistry and electrode material. EO is particularly useful when biological treatment struggles with toxicity, color, low biodegradability, or variable influent quality. EO is widely reviewed as a treatment route for recalcitrant wastewater, although by-product control remains a central design issue. (ScienceDirect)
The combination is effective because EC reduces the pollutant load before EO. That means EO does not have to spend excessive energy oxidizing suspended solids, colloids, oils, and easily coagulated matter. Instead, it can focus on dissolved refractory compounds and final polishing.
Core Advantages of Combining EC and EO
1. More Complete Pollutant Mineralization
EC alone transfers many contaminants from water into sludge. This is useful, but it is not the same as destruction. EO adds the destructive pathway. With the right anode material, current density, residence time, and mass-transfer conditions, EO can break down dissolved organic compounds into smaller intermediates and, under stronger oxidation conditions, push them toward carbon dioxide, water, and inorganic ions.
This matters in industries where residual COD is driven by refractory compounds, such as textile dyeing, petrochemical processing, landfill leachate, pharmaceutical manufacturing, pesticide formulation, metal finishing additives, and chemical production. EC removes the bulk load first; EO then treats the fraction that remains soluble and persistent.
The practical benefit is a treatment train that can move beyond visual clarity or partial COD removal and target deeper oxidation, color destruction, odor reduction, toxicity reduction, and reuse-quality polishing.
2. Reduced Chemical Usage
Conventional coagulation depends heavily on purchased chemicals such as alum, ferric chloride, lime, polymers, pH adjusters, and sometimes oxidants. EC generates coagulant species in situ from the electrode itself. This reduces chemical handling, storage risk, dosing variability, and secondary salinity from chemical addition.
EO can also reduce the need for external oxidants because oxidizing species are generated electrochemically inside the reactor. The result is a more compact chemical program: fewer bulk chemical deliveries, lower operator exposure, and tighter process control through electrical parameters rather than manual chemical dosing.
EC is commonly described as a compact and relatively simple process with reduced sludge generation compared with many conventional treatment approaches. (RSC Publishing)
3. Sludge Minimization and Better Dewaterability
EC still produces sludge, but the character of EC sludge is often easier to manage than conventional chemical sludge when the process is tuned correctly. Because EC avoids large external coagulant doses, the sludge mass can be lower. The flocs are often denser, less gelatinous, and more suitable for gravity settling, dissolved air flotation, screw press dewatering, or filter press operation.
The combined EC–EO arrangement also helps because EO is placed after solids removal. This prevents EO reactors from becoming overloaded with solids and reduces the chance of producing oxidized, difficult-to-settle mixed sludge. In a well-designed system, sludge handling is not an afterthought; it is built into the process sequence.
4. Disinfection Capabilities
EO can provide meaningful disinfection because strong oxidants can damage cell walls, membranes, enzymes, and genetic material. In chloride-containing wastewater, electrochemically generated active chlorine can contribute to microbial inactivation. In low-chloride applications, hydroxyl-radical-driven oxidation and direct anodic reactions can also support disinfection.
This is useful for food and beverage wastewater, slaughterhouse wastewater, pharmaceutical effluent, hospital wastewater, cooling-tower blowdown, reuse streams, and industrial effluents with biological contamination. The design must still verify microbial log reduction, residual oxidants, and by-products before discharge or reuse.
5. Lower Pre-Treatment Needs
A combined EC–EO system can reduce the number of upstream unit operations. EC can handle turbidity, emulsions, oil droplets, metals, color, phosphorus, and suspended solids in one electrochemical stage. This lowers the need for separate chemical coagulation, emulsion breaking, heavy metal precipitation, and some forms of pre-filtration.
That does not mean pre-treatment disappears entirely. Screening, equalization, oil skimming, grit protection, pH correction, and temperature control may still be required. But the system can often be simpler than a conventional multi-chemical train.
Recommended Process Sequence
For most industrial applications, the preferred arrangement is:
Equalization → screening/oil separation → EC → solid-liquid separation → EO → polishing/neutralization → discharge or reuse
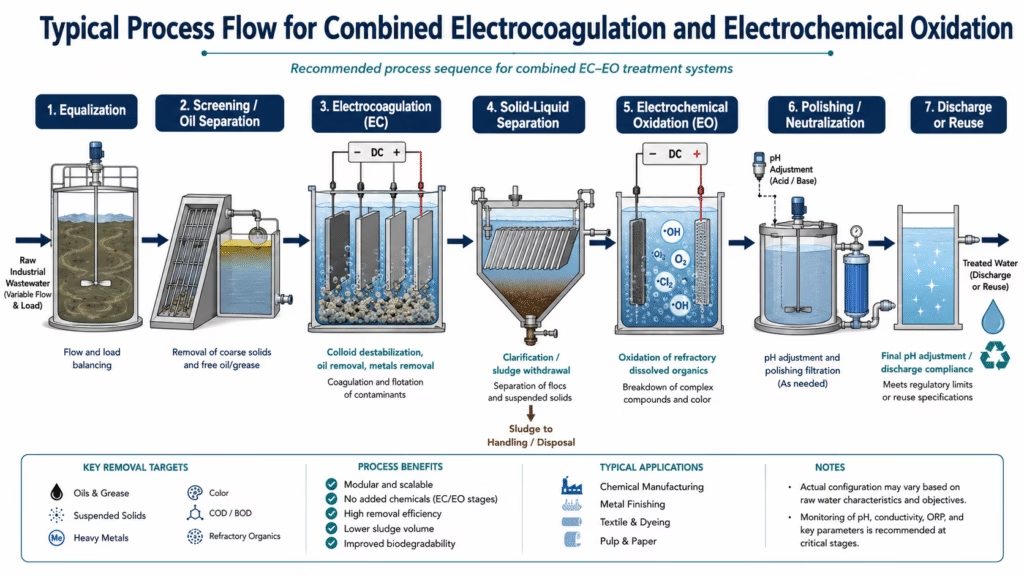
EC is usually placed before EO because it removes the materials that most commonly waste EO energy: suspended solids, emulsified oils, colloids, metal hydroxides, color bodies, and high-molecular-weight organics. After EC, the wastewater should pass through clarification, flotation, lamella separation, media filtration, or membrane-assisted solids removal before entering EO.
EO should receive a clarified stream. This protects the anode surface, improves current efficiency, reduces electrode fouling, and lowers energy demand. Where chloride, bromide, or iodide concentrations are significant, the EO stage should include by-product monitoring and possibly a polishing step such as activated carbon, biological post-treatment, reduction, or selective ion control. Oxidation by-products in EO are influenced by chloride concentration, organic matter, pH, current density, and anode type, so these variables must be treated as design controls rather than lab details. (ScienceDirect)
Engineering Challenges and How to Mitigate Them
| Challenge | Why It Matters | Engineering Suggestions |
|---|
| High Energy Consumption | EO can become expensive if it is asked to oxidize bulk COD instead of polishing refractory COD. | Use EC first to remove solids, oils, metals, and coagulated COD. Optimize current density, electrode spacing, hydraulic residence time, conductivity, and mass transfer. Use real-time ORP, COD surrogate, UV254, or TOC monitoring to avoid over-treatment. Consider pulsed current or staged current operation. |
| Electrode Passivation and Fouling | Scaling, oil films, metal deposits, and oxide layers reduce current efficiency and increase voltage. | Install upstream oil separation and EC clarification. Use polarity reversal, periodic acid cleaning, mechanical brushing, turbulent flow, removable electrode cassettes, and anti-scaling control. Maintain proper velocity across electrode surfaces. |
| Sludge Generation and Management | EC transfers pollutants into sludge; poor sludge handling can undermine the whole system. | Design sludge withdrawal, thickening, and dewatering from the start. Test sludge with TCLP or local hazardous-waste criteria when metals are present. Use polymer only when needed and select dewatering equipment based on pilot sludge, not jar-test appearance. |
| Complex By-Product Formation | EO in chloride- or bromide-rich water can form chlorinated or oxyhalide by-products. | Measure chloride, bromide, iodide, ammonia, and organic precursors before design. Use lower current density, shorter EO exposure, acidic-to-neutral pH where compatible, chlorine-inert or lower-by-product anodes where suitable, and post-treatment for residual oxidants or oxyhalides. Acidic pH and lower current density have been identified as useful controls for reducing oxidation by-products. (ScienceDirect) |
| Optimal pH Conflict | EC and EO may not perform best at the same pH. Aluminum EC often favors near-neutral conditions, while EO by-product control may require a different pH window. | Use separate EC and EO pH control zones. Do not force one compromise pH across the full train if it hurts both stages. Add inline pH trimming after EC solids removal before EO. Confirm final pH compliance after oxidation. |
| Electrode Material Costs | BDD, Ti₄O₇, MMO, and noble-metal-coated anodes can be expensive, while sacrificial EC electrodes require ongoing replacement. | Use lower-cost iron or aluminum for EC where suitable. Reserve premium anodes for EO polishing after bulk removal. Compare electrodes by cost per kg COD removed, cost per m³ treated, lifetime, passivation rate, and by-product profile, not purchase price alone. |
Key Factors for Industrial-Scale Implementation
1. Process Sequence and Sludge Management
Sequence determines operating cost. If EO is placed before solids removal, the system often wastes power oxidizing material that could have been coagulated and separated more cheaply. In most cases, EC should reduce turbidity, emulsions, metals, and particulate COD before EO.
Sludge management must be included in the mass balance. The design should estimate dry solids production, water content, metal content, filterability, disposal classification, and potential beneficial reuse. A treatment system that produces clean water but leaves an unstable sludge problem is not a complete solution.
2. Electrode Materials
For EC, the most common choices are iron and aluminum. Iron electrodes are often preferred for color, sulfide, phosphate, and some heavy metals. Aluminum electrodes can perform well for turbidity, colloids, emulsions, and certain organic loads. Hybrid Fe–Al arrangements may improve performance in complex wastewater.
For EO, electrode selection is more sensitive. Innovative BDD electrode with premium quality has strong oxidation capacity and high oxygen evolution overpotential, making it useful for refractory organics. MMO anodes may be more economical but can favor mediated oxidation pathways, especially in chloride-containing water. Ti₄O₇ and other advanced anodes may offer strong oxidation performance, but cost, lifetime, fouling behavior, and by-product formation must be validated with the actual wastewater.
The electrode choice should be made after bench testing with real wastewater, not synthetic samples.
3. pH and Conductivity
pH controls metal hydroxide formation in EC and oxidation pathways in EO. Poor pH control can cause weak floc formation, excessive soluble metal residuals, scaling, or undesirable oxidation by-products.
Conductivity affects cell voltage and power consumption. Low-conductivity wastewater may require electrolyte addition, but this decision must be made carefully. Adding chloride may improve conductivity and oxidation strength, but it can also increase the risk of chlorinated by-products. Sulfate may support persulfate-related oxidation under some EO conditions, but it also changes ionic strength and scaling behavior.
The best practice is to measure conductivity variability across shifts, product campaigns, and cleaning cycles before selecting power supplies and electrode spacing.
4. Current Density and Energy Consumption
Current density is one of the most important design variables. Too low, and the system underperforms. Too high, and energy waste, heat generation, gas production, electrode wear, and by-product formation increase.
For EC, current density affects coagulant generation rate. For EO, it affects oxidant generation, direct anodic oxidation, oxygen evolution, and by-product risk. The optimum is rarely the highest current density. It is the point where removal efficiency, energy per kg COD removed, electrode loss, and effluent quality are balanced.
Industrial systems should be designed with adjustable current control, not fixed-output operation. Wastewater strength changes; the electrical program should be able to change with it.
5. Electrolyte Composition and Toxic By-Products
Chloride-rich wastewater deserves special attention. EO can generate active chlorine, which can help oxidize pollutants and disinfect the water. However, it can also form chlorinated organic by-products, chlorate, and perchlorate under certain conditions. Research on EO by-products shows that chloride, organic matter, current density, pH, and anode type all influence by-product formation. (PMC)
Before scale-up, test for:
Chloride, bromide, iodide, sulfate, carbonate, ammonia, and nitrate;
Residual free and total chlorine;
Chlorate and perchlorate where relevant;
AOX or specific halogenated organics when discharge limits require it;
Toxicity reduction, not just COD reduction.
Where by-products are a concern, consider lower current density, reduced EO residence time, staged oxidation, GAC polishing, biological polishing, reductive post-treatment, or anode materials less prone to chlorine-mediated pathways.
6. Reactor Design and Mass Transport
Electrochemical treatment is not only chemistry; it is hydraulics. Poor mixing creates dead zones, uneven current distribution, localized scaling, short-circuiting, and electrode hot spots.
Industrial EC reactors should provide uniform flow across sacrificial electrodes, controlled inter-electrode spacing, easy access for maintenance, and reliable sludge removal. EO reactors should maximize contact between dissolved pollutants and the anode surface while minimizing pressure drop and fouling.
Important design details include:
Plug-flow versus batch operation;
Monopolar versus bipolar electrode configuration;
Electrode gap and hydraulic velocity;
Gas release and foam control;
Heat removal;
Cleaning access;
Modular reactor trains for maintenance without full shutdown.
7. Treatment Time and Flow Rates
Bench-scale treatment time often looks attractive, but full-scale flow introduces hydraulic limitations. Industrial design must convert lab removal rates into realistic residence time, reactor volume, electrode area, and power demand.
The design should account for:
Average flow;
Peak hourly flow;
Shock loads;
Batch dump events;
Cleaning-in-place waste streams;
Seasonal temperature shifts;
Production schedule changes.
For high-flow plants, modular EC and EO skids are usually safer than one oversized reactor. Modular design allows staged treatment, partial operation during low-flow periods, maintenance flexibility, and easier future expansion.
Practical Design Approach
A reliable EC–EO project should move through four stages.
First, characterize the wastewater across real operating conditions. One grab sample is not enough. Collect samples from normal production, cleaning cycles, high-strength dumps, low-flow periods, and upset conditions.
Second, run bench tests to define EC electrode type, pH window, current density, contact time, sludge production, and separation method. The goal is not only pollutant removal; it is also to determine how easily the sludge settles, floats, thickens, and dewaters.
Third, test EO on the clarified EC effluent. This is the only fair way to size EO. Measuring EO performance on raw wastewater usually overstates energy demand and fouling risk.
Fourth, pilot under continuous-flow conditions. Hybrid EC processes need more continuous-flow and pilot-scale validation before full industrial implementation, particularly where energy efficiency, electrode consumption, and long-term fouling are critical. (ScienceDirect)
Best-Fit Industrial Applications
The EC–EO combination is strongest where wastewater contains both removable bulk contaminants and persistent dissolved pollutants. Good candidates include:
Textile dyeing and finishing wastewater;
Electroplating and metal finishing rinses;
Oily wastewater from machining, automotive;
Wastewater from petrochemical operations, relocate to our electrocoagulation and electrochemical oxidation for petrochemical wastewater treatment post;
Pharmaceutical and fine chemical wastewater;
Landfill leachate polishing;
Food and beverage wastewater requiring color, odor, or disinfection control; Tannery and leather processing wastewater;
Pesticide, resin, paint, and coating wastewater;
High-color, high-COD industrial streams with poor biodegradability.
It is less attractive where wastewater is already easily biodegradable and inexpensive biological treatment can meet discharge limits without chemical or electrical polishing.
Final Takeaway
Combining electrocoagulation and electrochemical oxidation is not simply putting two electrochemical units in series. It is a treatment strategy: use EC to remove what should be separated, then use EO to destroy what remains dissolved and persistent.
When designed correctly, the combined process can deliver stronger COD reduction, color removal, metals removal, disinfection, lower chemical use, improved sludge handling, and better resilience against variable industrial wastewater. The main risks—energy demand, passivation, sludge management, by-products, pH conflict, and electrode cost—are manageable when they are addressed during design instead of after installation.
The most successful systems are built around real wastewater data, staged treatment, adjustable current control, proper solids separation, and a clear plan for electrode maintenance and by-product monitoring.
About The Authors
Janeczka Kowalski, veteran in industrial wastewater treatment, designer of bench and pilot scale electro oxidation wastewater treament products, as well as leading engineer of the Boromond engineering team to handle electrochemical oxidation treatment train, EO and pre-treatment, post-treatment approaches explorations, aimed to treat various types of refractory waste streams.
If you’d like to tailor these factors to your specific application, let us know:
What industry is the wastewater coming from?
What is the target Chemical Oxygen Demand, or COD, range?
What are your daily flow rate requirements?
We can help you estimate preliminary energy demand, compare electrode lifespans, review process sequence options, and identify the most practical EC–EO configuration for your wastewater profile, visit our home page to get a better comprehension about innovative BDD electrode-based electrochemical oxidation process to fill information submission blanks, or send all the information to enquiry@boromond.com, we will get back to you within few hours.
References
Sriram Boinpally (2023). A state-of-the-art review of the electrocoagulation technology for wastewater treatment https://www.sciencedirect.com/science/article/pii/S2666445323000016
