Combining Electrocoagulation and Electrochemical Oxidation for Petrochemical Wastewater Treatment
Petrochemical wastewater is difficult because the contaminant profile is rarely stable. A refinery or petrochemical complex may discharge oily wastewater from tank farms, process drains, desalter effluent, spent caustic handling, cooling blowdown, polymer units, phenolic streams, and cleaning operations. The combined wastewater can contain free oil, emulsified oil, suspended solids, sulfides, phenols, BTEX, PAHs, surfactants, dissolved metals, high COD, color, odor, and variable salinity.
A conventional treatment train can handle part of this load. API separators, CPI units, DAF, biological treatment, sand filters, and activated carbon all have their place. The problem usually appears when the effluent still carries refractory COD, residual phenols, stable emulsions, dissolved metals, or toxicity that does not respond well to biological treatment alone.
A combined electrocoagulation–electrochemical oxidation system, often written as EC–EO, is designed for that gap. EC removes the fraction that can be destabilized, floated, settled, or captured as sludge. EO then treats the dissolved fraction that remains difficult to separate or biodegrade. The value is not in replacing every treatment step. The value is in placing electrical treatment where it can reduce chemical dosing, improve polishing performance, and control difficult contaminants.
Research on petroleum wastewater has shown that EC can remove COD and phenol effectively, with pH, current density, and contact time having strong influence on performance. One petroleum wastewater study using iron and aluminum-based scrap electrodes reported optimized COD and phenol removal under controlled pH, current density, and exposure time conditions. (ScienceDirect) Pilot-scale EO work on refinery wastewater has also shown strong phenol removal after upstream treatment, with performance affected by pH, conductivity, temperature, current density, and retention time. (Springer)
How the Combined EC–EO System Works
Electrocoagulation uses sacrificial metal electrodes, usually iron or aluminum. When current passes through the reactor, the anode releases metal ions into the wastewater. These ions hydrolyze and form metal hydroxide flocs. In petrochemical wastewater, those flocs help capture emulsified oil, suspended solids, colloids, some dissolved metals, color bodies, and part of the organic load.
Hydrogen bubbles formed at the cathode can lift lighter flocs and oil-rich solids to the surface. Heavier flocs settle. This makes EC useful as both a coagulation and flotation step, especially when emulsified oil is too stable for gravity separation alone.
Electrochemical oxidation works differently. It targets dissolved pollutants through direct anodic oxidation and indirect oxidation by reactive species generated in the water. Depending on the anode material and water chemistry, these oxidants may include hydroxyl radicals, active chlorine, ozone, hydrogen peroxide, or other short-lived oxidizing species. EO is useful for phenols, color, odor, residual toxicity, and refractory COD that remain after EC and solids separation.
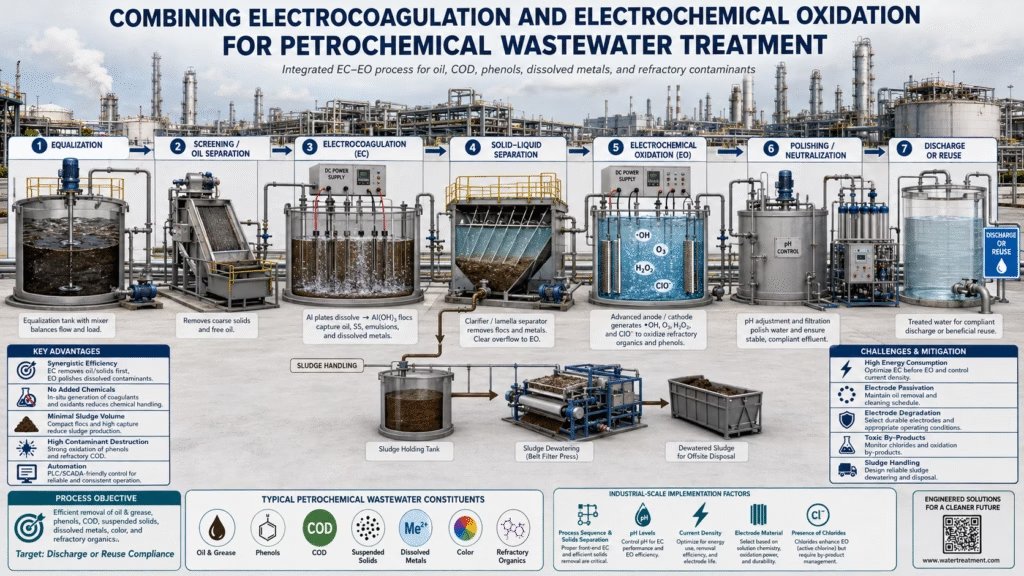
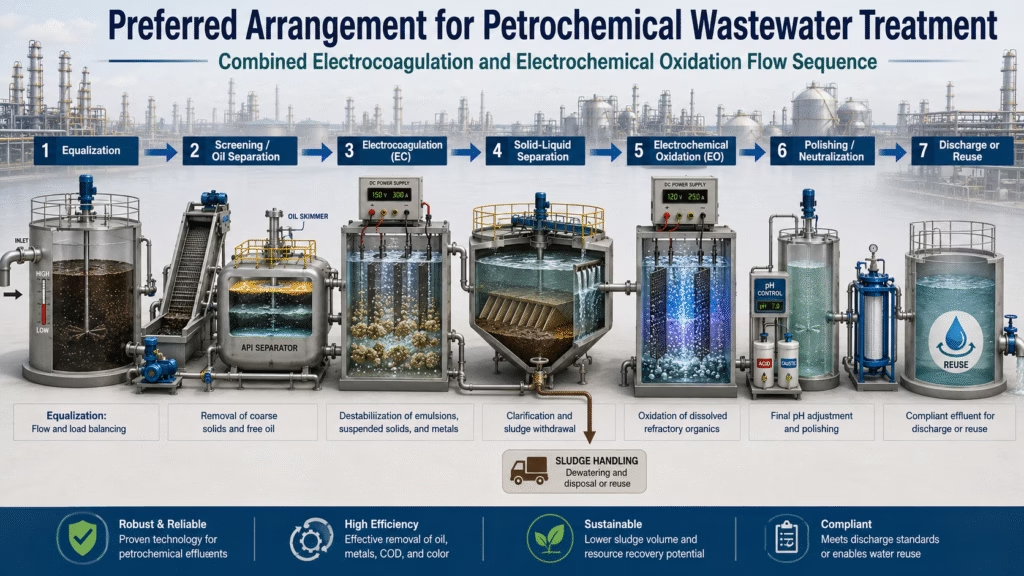
The preferred arrangement for petrochemical wastewater is usually:
Equalization → screening / oil separation → EC → solid-liquid separation → EO → polishing / neutralization → discharge or reuse
EO should not be forced to treat heavy oil, gross solids, or unstable emulsions. That only increases power use and fouling. EC should first remove the cheap-to-separate load. EO should be reserved for the dissolved contaminants that actually need oxidation.
Why This Combination Fits Petrochemical Wastewater
Synergistic Efficiency
EC and EO solve different parts of the same problem. EC reduces turbidity, oil carryover, metals, and colloidal COD before the water reaches the oxidation reactor. That improves EO efficiency because the oxidants are not wasted on suspended matter and oil droplets.
This load-splitting is especially important in petrochemical plants where COD may come from several fractions at once. Some COD is tied to suspended solids and emulsified oil. Some is dissolved and toxic. Some is biodegradable. Some is not. EC removes the separable fraction first; EO attacks the persistent dissolved fraction afterward.
In practical terms, the system is not simply chasing a single COD number. It is improving oil removal, solids control, phenol reduction, color removal, toxicity reduction, and final effluent stability.
No Added Chemicals in the Main Treatment Steps
EC generates coagulant inside the reactor. EO generates oxidants inside the reactor. That reduces dependence on bulk chemical coagulation, external oxidants, and heavy polymer programs.
For petrochemical operators, this can mean fewer chemical storage tanks, fewer dosing pumps, lower chemical handling risk, and less variation caused by manual chemical adjustment. It also reduces the chance of adding unnecessary salts to a stream that may already have high conductivity.
This should be stated accurately: the core EC and EO reactions do not require conventional coagulant or oxidant dosing, but pH trimming, conductivity adjustment, cleaning chemicals, or post-neutralization may still be required. A well-designed system minimizes chemical use; it does not pretend pH control and maintenance chemistry disappear.
Minimal Sludge Volume
EC still produces sludge. The difference is that EC sludge is generated from in-situ coagulant formation rather than large external chemical doses. When current density, pH, electrode spacing, and hydraulic mixing are set correctly, the sludge can be denser and easier to dewater than conventional chemical sludge.
In petrochemical wastewater, sludge quality matters as much as sludge quantity. Oil-rich sludge can blind filters, cause odor, and create disposal restrictions. Metal-bearing sludge may require hazardous waste classification. EC design should therefore include sludge testing, not just treated-water testing.
The system should be judged by dry solids production, filter press cycle time, cake solids percentage, oil content in sludge, leachability, and disposal route.
High Contaminant Destruction
EC removes pollutants by separation. EO adds destruction.
This distinction is important. If phenols, soluble hydrocarbons, refractory COD, or residual toxicity are only transferred into sludge or carbon media, the plant still has a secondary waste problem. EO can break down dissolved organics and reduce toxicity when the oxidation stage is properly sized and controlled.
For refinery and petrochemical wastewater, EO is most valuable after the oil and suspended load have already been removed. In that position, it can focus on phenols, dissolved aromatic compounds, residual color, odor, and non-biodegradable COD. Pilot-scale refinery work has reported very high phenol removal using electrooxidation after existing upstream treatment, with measurable reductions in COD, BOD, and oil content. (Springer)
Automation and Process Stability
Petrochemical wastewater changes with production campaigns, tank cleaning, rainfall, maintenance shutdowns, and batch discharges. A fixed chemical dose often struggles with this variation.
EC–EO systems are well suited to automation because the main operating levers are electrical and hydraulic. Current, voltage, hydraulic residence time, recirculation rate, pH, conductivity, ORP, turbidity, and oil-in-water can be monitored and adjusted through PLC or SCADA control.
A practical automated system may use different operating recipes for normal process wastewater, high-oil events, high-COD batches, and low-conductivity streams. Cell voltage trends can also warn operators about scaling, passivation, or electrode wear before treatment performance drops.
Main Engineering Challenges and How to Control Them
High Energy Consumption
Energy cost is the first concern with EO and sometimes with EC. The common mistake is using EO as a brute-force COD removal step. That is expensive.
The better approach is to remove oil, suspended solids, and coagulated organics before EO. Every kilogram of COD removed by EC or oil separation is a kilogram EO does not need to oxidize. For petrochemical sites, the EO reactor should normally receive clarified EC effluent, not raw oily wastewater.
Engineering controls include:
Optimize EC first, then size EO on the clarified effluent;
Operate at the lowest current density that meets the target;
Use staged current control rather than one aggressive setting;
Maintain adequate conductivity without unnecessary chloride addition;
Track kWh per kg COD removed and kWh per m³ treated;
Use online UV254, ORP, TOC surrogate, or phenol monitoring where possible;
Avoid over-oxidation once the discharge target has already been met.
Energy use should be evaluated against the actual treatment objective. Oxidizing residual phenol to meet a strict limit is very different from trying to mineralize the entire wastewater load.
Electrode Passivation
Petrochemical wastewater can foul electrodes quickly. Oil films, calcium carbonate, magnesium hydroxide, silica, sulfide deposits, corrosion products, iron hydroxides, and polymer residues can all reduce active electrode area. Once passivation starts, voltage rises and current efficiency falls.
The best control is not aggressive cleaning after failure. It is front-end protection and planned maintenance.
Recommended controls include:
Remove free oil before EC;
Keep heavy solids out of the electrochemical cells;
Maintain cross-flow velocity across electrodes;
Use polarity reversal where compatible with the electrode system;
Design removable electrode cassettes;
Install voltage monitoring across each reactor bank;
Clean on a fixed schedule based on voltage rise, not only visual inspection;
Avoid dead zones where scale and oil can accumulate.
For high-hardness or high-silica streams, scale control should be tested during the pilot stage. Bench tests that run for one hour rarely reveal the fouling behavior that appears after weeks of operation.
Electrode Degradation
In EC, electrode consumption is expected. Iron or aluminum dissolves as part of the treatment mechanism. The issue is not whether electrodes are consumed; the issue is whether the consumption rate is predictable and economical.
In EO, degradation is a different concern. Coated anodes can lose activity if the coating fails. Carbon-based electrodes can oxidize or erode under harsh conditions. Premium anodes may perform well but carry high replacement cost.
The electrode selection should be based on lifetime cost, not purchase price. A cheaper electrode that requires frequent shutdowns may cost more than a durable electrode with a higher upfront cost.
Design recommendations include:
Calculate sacrificial electrode consumption using Faraday-based estimates and confirm with pilot data;
Compare electrodes by cost per m³ treated and cost per kg contaminant removed;
Monitor electrode weight loss and surface condition during pilot testing;
Use modular banks so one cell can be isolated without shutting down the full train;
Keep spare electrode sets on site for critical service;
Avoid using premium EO anodes to treat water that still contains oil and suspended solids.
Toxic By-Products
Chloride is common in petrochemical and refinery wastewater. It may come from crude desalting, brine, cooling systems, caustic neutralization, or process chemicals. Chloride can improve conductivity and support indirect oxidation through active chlorine, but it also increases the risk of chlorinated organic by-products, chlorate, and perchlorate.
This is one of the most important design issues for EO. Recent reviews note that chloride concentration, organic matter, anode type, pH, and current density affect oxidation by-product formation, and that lower current density and acidic pH can help reduce some by-product risks. (ScienceDirect) Separate studies have also raised concern about chlorate and perchlorate formation during EO in chloride-containing waters. (PMC)
For petrochemical wastewater, by-product control should include:
Measure chloride, bromide, iodide, ammonia, sulfide, and organic precursors before design;
Avoid adding chloride just to improve conductivity unless by-products have been evaluated;
Test AOX, chlorate, perchlorate, free chlorine, and chlorinated organics where relevant;
Select the anode material based on both oxidation performance and by-product profile;
Use lower current density and shorter EO exposure where possible;
Add post-treatment such as GAC, biological polishing, reduction, or dechlorination when needed;
Confirm toxicity reduction, not only COD reduction.
A clear-looking EO effluent is not automatically a safer effluent. Petrochemical projects should include toxicity screening or targeted by-product testing during pilot validation.
Sludge Handling
EC sludge may contain oil, iron or aluminum hydroxides, suspended solids, adsorbed organics, sulfides, and metals. If the wastewater includes spent catalyst residues, corrosion metals, or plating-related streams, the sludge may need special classification.
Good sludge handling starts at the reactor design stage. The EC reactor should not be treated as a black box with a drain valve. It needs a defined solids removal path.
Recommended controls include:
Separate floating scum and settled sludge where both are produced;
Test settling, flotation, thickening, and dewatering during pilot work;
Run filter press, screw press, or centrifuge trials with real sludge;
Measure oil content in sludge cake;
Test leachability where metals are present;
Provide odor control if sulfides or volatile organics are present;
Avoid over-generation of EC sludge by using current control rather than excessive electrical dosing.
If the sludge cannot be dewatered and hauled reliably, the treatment system is not finished, even if the water analysis looks acceptable.
Key Factors for Industrial-Scale Implementation
1. Process Sequence and Solids Separation
For petrochemical wastewater, process sequence decides operating cost.
A typical layout should include equalization, screening, and primary oil separation before EC. API or CPI separation should remove free oil. DAF may still be useful depending on the existing plant layout. EC should then target emulsified oil, colloids, metals, color, and a portion of COD. After EC, the water should pass through clarification, flotation, lamella separation, or filtration before entering EO.
EO should be treated as a polishing and destruction step, not as a substitute for basic oil and solids removal.
A practical full-scale sequence may look like this:
Equalization tank → coarse screening → API/CPI oil separation → EC reactor → flotation or clarification → cartridge/media filtration if required → EO reactor → pH neutralization → activated carbon or biological polishing if required → discharge or reuse
The exact layout depends on whether the plant is treating raw process wastewater, DAF effluent, biological effluent, or a segregated high-strength side stream.
2. pH Levels
pH affects both EC and EO.
For EC, pH controls the formation of iron or aluminum hydroxide flocs. If pH is too low, floc formation may be weak and metal residuals may remain soluble. If pH is too high, scaling and excess hydroxide precipitation may become a problem.
For EO, pH affects oxidation pathways, active chlorine speciation, scaling, and by-product formation. A single pH setpoint may not suit both reactors. In many petrochemical applications, the better solution is to operate EC and EO as separate control zones.
Engineering recommendation:
Optimize EC pH for floc formation and solids removal;
Remove solids after EC;
Adjust pH again before EO if oxidation or by-product control requires it;
Confirm final pH compliance after polishing;
Avoid designing one compromise pH that weakens both stages.
3. Current Density
Current density controls coagulant generation in EC and oxidant generation in EO. It also controls energy demand, heat generation, gas formation, electrode wear, and by-product risk.
Higher current density is not automatically better. In EC, excessive current may generate more sludge than necessary. In EO, excessive current can shift energy into side reactions such as oxygen evolution or unwanted chlorine chemistry.
Industrial systems should have adjustable power supplies and current control by reactor zone. Operators should be able to run lower current during normal flow and stronger settings during shock loads or high-phenol events.
The best control metric is not removal percentage alone. Use:
kWh/m³ treated;
kWh/kg COD removed;
kWh/kg phenol removed;
Electrode consumption per m³;
Voltage rise over time;
Effluent toxicity and by-product formation.
4. Electrode Material
For EC, iron and aluminum are the main options. Iron can be strong for sulfides, color, phosphate, and some metals. Aluminum can work well for emulsified oil, turbidity, and colloidal matter. Hybrid Fe–Al configurations may be worth testing when the wastewater contains both oil emulsions and dissolved metals.
For EO, electrode selection is more critical. Graphite, stainless steel, mixed metal oxide, boron-doped diamond (BDD)electrode, titanium suboxide, and other advanced anodes each behave differently. The best electrode for phenol destruction may not be the best electrode for chloride by-product control or long-term fouling resistance.
Pilot-scale refinery EO work has used graphite anodes and stainless-steel cathodes with strong phenol removal and low electrode degradation during the reported operating period. (Springer) That does not mean the same electrode pair will fit every petrochemical site. Wastewater chemistry, chloride level, sulfide level, hardness, oil carryover, conductivity, and discharge limits must guide selection.
5. Presence of Chlorides
Chloride is a double-edged component in EC–EO systems.
It can lower electrical resistance and support indirect oxidation. In some cases, active chlorine helps destroy phenols and disinfect the effluent. But chloride can also lead to chlorinated organics, chlorate, perchlorate, and residual oxidant issues. This is especially important when treated water is reused or discharged under strict limits.
Before selecting EO conditions, measure chloride variability over time. Do not rely on one sample. Refinery and petrochemical chloride levels can change with crude slate, desalting performance, brine carryover, cleaning activities, and stormwater intrusion.
Where chloride is high, the pilot program should include by-product testing from the beginning. It should not be added after the system has already been sized.
Recommended Pilot Testing Plan
A serious EC–EO evaluation should not be based on a single jar test or a short batch run.
For petrochemical wastewater, collect samples from normal operation, peak oil events, tank cleaning, turnaround activity, rainfall influence, and high-COD production periods. Segregated side streams should be tested separately if they contain phenols, sulfides, spent caustic, or high salinity.
The pilot should answer five questions:
- How much of the COD is separable by EC?
- How much residual COD or phenol actually requires EO?
- How much sludge is produced, and can it be dewatered?
- How fast do the electrodes foul or degrade?
- Are toxic by-products formed under realistic chloride and pH conditions?
A good pilot result should include water quality, energy use, electrode loss, sludge production, cleaning frequency, by-product data, and operating cost. Removal efficiency alone is not enough for full-scale design.
Where EC–EO Works Best in a Petrochemical Plant
This combined process is a good fit when the wastewater has:
Emulsified oil that does not separate well by gravity;
Residual COD after primary or biological treatment;
Phenols or soluble aromatics requiring polishing;
Dissolved metals or corrosion-related contaminants;
Color, odor, or toxicity problems;
Poor biodegradability;
Variable influent quality;
Limited space for additional conventional treatment;
A need to reduce chemical handling.
It may be less attractive for wastewater that is already easily biodegradable, low in refractory organics, and treatable through existing biological systems at low cost. It may also need careful justification for very high-salinity streams where EO by-product control becomes the dominant design issue.
Final Engineering View
For petrochemical wastewater, EC–EO is strongest when each step has a clear job.
EC should remove oil-rich solids, emulsions, colloids, metals, and the portion of COD that can be captured physically. EO should then oxidize the dissolved pollutants that remain: phenols, refractory organics, color-causing compounds, odor-causing compounds, and residual toxicity.
The main design risk is trying to make EO do too much. The second risk is ignoring sludge. The third is treating chloride as only a conductivity benefit without checking by-products.
A well-designed system should include front-end oil control, EC optimization, reliable solids separation, EO polishing, pH control, current-density control, electrode maintenance, sludge dewatering, and by-product monitoring. With those elements in place, EC–EO can become a compact and highly controllable treatment option for petrochemical plants that need stronger effluent polishing without building a heavily chemical-dependent process.
Free Engineering Evaluations
If you are currently evaluating a system or pilot plant, tell us:
What are the target pollutants?
For example: phenols, high COD, dissolved metals, emulsified oil, sulfides, color, odor, or toxicity.
What is the average daily flow rate of your facility?
What are your local discharge limits?
With those details, we can help you estimate preliminary energy demand, review the most suitable EC–EO process sequence, compare electrode options, and identify the key risks before pilot testing or full-scale installation.
Check out Electrocoagulation-Electrochemical Oxidation hybrid for industrial wastewater trearment content , and get a better understanding about our innovative BDD electrode-based electrochemical oxidation wastewater treatment products, services, and solution.
About The Authors
Janeczka Kowalski, veteran in industrial wastewater treatment, designer of electro oxidation wastewater treament products, as well as leading engineer to handle electrochemical oxidation based treatment train, Janeczka have years of field experiences while working with companies dedicated to treating waste streams from petrochemical plants in the Gulf region, especially residual COD, phenols, and other types of refractory organic pollutants.
Referrences:
Mohamed Saad Hellal (2025). Assessment of a pilot-scale electrooxidation system for enhanced phenol removal from petroleum refinery wastewater streams. Assessment of a pilot-scale electrooxidation system for enhanced phenol removal from petroleum refinery wastewater streams | Discover Sustainability | Springer Nature Link
Gülizar Kurtoğlu Akkaya (2022). Treatment of petroleum wastewater by electrocoagulation using scrap perforated (Fe-anode) and plate (Al and Fe-cathode) metals: Optimization of operating parameters by RSM: Treatment of petroleum wastewater by electrocoagulation using scrap perforated (Fe-anode) and plate (Al and Fe-cathode) metals: Optimization of operating parameters by RSM – ScienceDirect
